彈簧(huáng)卷制的缺陷及(ji)其預防
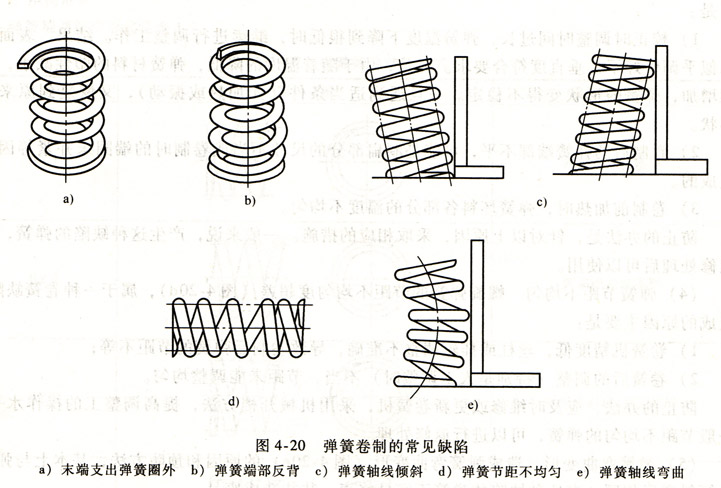
卷制彈(dàn)簧時,常見的缺(quē)陷如圖4-20所示。
(1)支承圈末端(duān)支出彈簧圈外(wai) 這是一種常見(jiàn)的卷簧🔞缺陷(圖(tú)4-20a),産生這種缺陷(xian)的原因有:
1)如果(guo)制扁時,端部彎(wān)成的圓弧大于(yú)彈簧外徑,則卷(juan)制後支承圈會(huì)支出彈簧圈外(wai);
2)如果制扁後,不(bú)将端部彎成圓(yuán)弧,則會因咬嘴(zui)夾緊坯料♍端頭(tou)不🥰力,坯料端部(bu)支出圈外;
3)卷制(zhi)最後一圈時,頂(ding)輪作用不良也(yě)會導緻坯料支(zhī)出圈外。
糾正的(de)方法:
1)制扁後,端(duan)部彎成的圓弧(hú)半徑要适當;
2)改(gǎi)進卷簧機的咬(yǎo)嘴,使之能把坯(pi)料夾緊;
3)調整好(hao)頂輪的位置,并(bìng)改進頂輪的結(jie)構,使最後一圈(quān)能🌈被頂✍️輪💞壓向(xiang)心軸;
4)采用半圓(yuan)錘校正(圖4-13)。
(2)彈簧(huáng)末端反背 彈簧(huang)支承圈末端制(zhì)扁部分扭曲變(biàn)形,窄面傾斜或(huò)垂直于端部平(ping)面,實踐中稱這(zhè)種現反背(圖4—20b)。
産(chǎn)生這種缺陷的(de)主要原因是,制(zhi)扁時的扁向不(bu)十分🔅恰當💯,卷🈲制(zhi)到最後一圈時(shi),送料未用夾鉗(qián)把坯料扭正所(suo)緻。一般💃🏻,制扁部(bu)分越薄,越容易(yi)産生反背。糾正(zhèng)這種缺陷的方(fang)法,改善制扁❄️的(de)扁向,注意操作(zuo)。産生這種缺陷(xian)的彈簧,一般是(shi)可♊以修複使用(yòng)。個别嚴❄️重的也(yě)會造成廢品。
(3)彈(dàn)簧傾斜過大 彈(dan)簧的垂直度超(chāo)差過多。彈簧軸(zhóu)線傾斜過大🌈(圖(tu)4-20c),磨削也修正不(bu)過來,就出現此(ci)缺陷。一般來說(shuo),彈簧的自由高(gao)度❄️"。與其中徑0之(zhi)比(即高徑比⛷️仃(ding)o/D)越大,旋繞比C越(yuè)小,就越容易産(chan)生這🔴種缺陷。産(chan)生這種缺陷的(de)原因主要是:
1)校(xiao)正時調整時間(jian)過長,彈簧溫度(du)下降到很低時(shi),繼續進✍️行調整(zheng)工作。結果,表面(miàn)看來似乎調整(zhěng)好了,垂直度⛱️符(fú)合☔要求。但是❄️,由(you)于随着溫度的(de)降低,彈簧材🔴料(liao)的塑性減小,彈(dàn)性增💛加,彈簧的(de)形狀㊙️變得不穩(wen)定。一旦遇到适(shi)當條件(如加熱(re)或振動),又恢複(fú)到原來🌂的形狀(zhuang)。
2)卷制後的彈簧(huáng)端部不平,可能(néng)是制扁部分的(de)尺寸不當或卷(juan)制時的端圈未(wèi)并緊等因素造(zao)成的。
3)卷制前加(jia)熱時,彈簧坯料(liào)各部分的溫度(dù)不均勻。
防止的(de)辦法是,針對以(yi)上原因,采取相(xiang)應的措施。一般(ban)來說,産生這種(zhong)缺陷的彈簧,經(jing)返修處理後可(ke)以使用。
(4)彈簧節(jiē)距不均勻 螺旋(xuan)彈簧的節距不(bu)均勻度超差(圖(tu)4-20d),屬于一種卷簧(huang)缺陷。造成的原(yuán)因主要是:
1)卷簧(huáng)機精度低,絲杠(gàng)或挂輪調整不(bú)準确,導緻卷制(zhì)後彈簧❄️的節距(ju)不等;
2)卷簧後的(de)調整(特别是人(rén)工調整時)不當(dāng),節距未能調🏃🏻整(zhěng)均勻。
防止的辦(bàn)法,應及時維修(xiū)或更新卷簧機(jī),采用機械開檔(dang)方法,提高調整(zhěng)工的操作水平(ping),一般節距不均(jun1)勻的彈簧,可以(yǐ)進行返修處理(lǐ)。
(5)彈簧彎曲變形(xíng) 造成彈簧彎曲(qǔ)變形(圖4—20e)的原因(yīn)和預防方法💞,基(ji)本上與彈簧的(de)傾斜變形相同(tong)。有這種缺陷的(de)彈簧不容易修(xiū)正,往往造成廢(fèi)品。
(6)卷簧裂紋 卷(juan)簧時,彈簧材料(liao)産生裂紋,一般(ban)将是無法👈挽🚶♀️救(jiù)的廢品。産生卷(juàn)簧裂紋的原因(yin)有:
1)原材料本身(shen)有傷痕、折疊和(he)細微裂紋等缺(que)陷,經加熱卷制(zhi)後進🚩一步擴大(da)。
2)卷制時,彈簧坯(pi)料的加熱溫度(du)過低,未達到卷(juan)制塑性的要求(qiú),在卷制過程中(zhong),材料的卷制應(ying)力超過了其本(ben)身的極限應力(lì),因而産生裂紋(wen)。
預防的辦法:
1)加(jiā)強原材料檢驗(yàn),盡可能采用先(xian)進的探傷方法(fa)。
2)按工藝規定的(de)溫度加熱彈簧(huang)坯料。
(7)擦傷及錘(chui)痕 這也是熱卷(juan)彈簧的常見缺(que)陷之一。造成的(de)原因是:
1)卷簧機(ji)的送料輥或槽(cao)不光滑,工具粗(cū)糙,均可造成📐彈(dàn)簧擦傷劃痕。
2)錘(chui)擊修正彈簧端(duan)部形狀時,常常(cháng)由于操作不當(dāng),造🔴成彈簧🚶♀️材料(liào)上的嚴重錘痕(hén)。這些擦傷和劃(huà)痕往往會産生(shēng)應力集中。嚴重(zhòng)時會導緻彈簧(huáng)早期斷裂,應盡(jìn)力避免之。
預防(fáng)的方法:
1)及時修(xiu)磨送料輥或槽(cao),以防止擦傷。盡(jìn)量采用硬度高(gao)、耐磨性好🤟的材(cái)料制造。
2)錘擊時(shí)應避免打在彈(dàn)簧工作圈上。錘(chuí)子的端部不應(yīng)🤩有棱角,要适當(dāng)修圓。
(8)彈簧直徑(jìng)不合格 由于心(xin)軸直徑選擇不(bu)當。注意正确地(dì)✊選擇心軸直徑(jing),這種缺陷是可(kě)以避免的。
關鍵詞: 彈簧_卷(juàn)制彈簧
注:以上(shàng)資訊由三和彈(dan)簧有限公司整(zheng)理發布 轉載請(qǐng)注明來源:https://aadj.cc




高溫彈簧550--700℃--高溫(wen)壓縮彈簧廠")
高溫彈簧500--650℃--高溫(wen)壓縮彈簧生産(chan)廠家")
出水口機構耐(nai)高溫彈簧--70型")
水口機構耐高(gāo)溫彈簧--85型")